






Our Guide to Sourcing Advanced Composite Materials in the U.S.
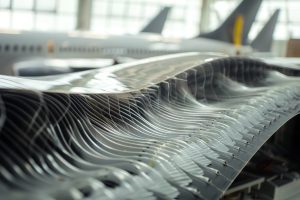
Sourcing advanced composite materials is a critical decision for engineers in both aerospace and industrial…
Axiom announces new website launch Jun 3rd
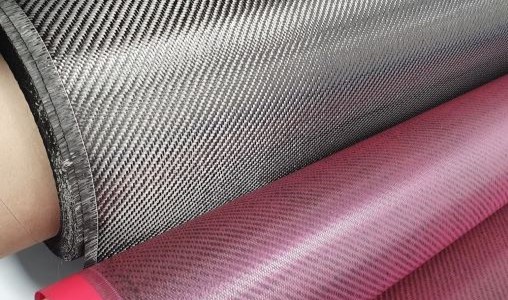
Axiom Materials, Inc. is a leading manufacturer of advanced composite materials, specializing in ceramic matrix composites (CMCs), prepregs, honeycomb core, film adhesives, and ancillary composite products. Our mission is to deliver high-quality materials with exceptional customer service and innovative design.
We pride ourselves on our agility and flexibility, working closely with clients globally in aerospace, military, automotive, industrial, sports, and medical industries to develop cutting-edge & next-generation solutions.
Axiom Materials, Inc. is proudly AS9100D and ISO 9001:2015 certified, ensuring the highest standards in our operations. Since being acquired by KORDSA in 2019, we have continued to expand our capabilities and reach.



